

西藏双轴数控深孔枪钻-巨泰机床0中间商
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇
主营:深孔钻镗床,深孔镗床,深孔珩磨机,数控深孔镗床
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
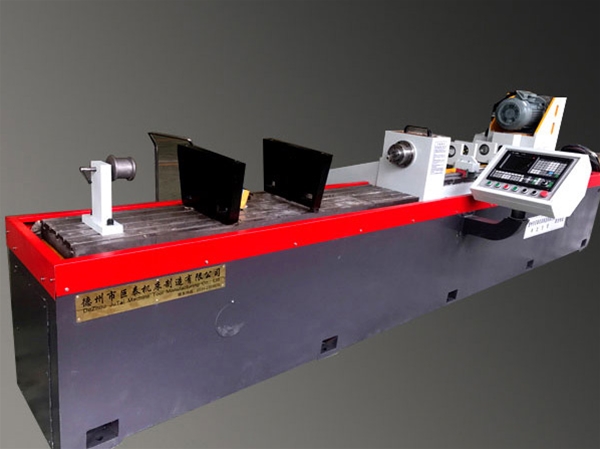
西藏双轴数控深孔枪钻-巨泰机床0中间商
深孔钻镗床厂家,深孔钻床生产厂家,卧式深孔钻镗床
双轴数控深孔枪钻进行钻孔作业的相关知识点介绍:
双轴数控深孔枪钻进行钻孔作业之前,应使用显微镜等对备用钻头进行仔细检查,如果使用研磨精度不高的深孔枪钻,不仅会降低加工孔的精度,严重时还会造成深孔枪钻钻头折断。在深孔枪钻尺寸精度方面,如果是加工不锈钢或铁镍钴合金等材料,要求深孔枪钻其切削刃高度误差为0。001~0。02mm左右,这可防止刃带磨损,延长深孔枪钻寿命。
更多有关于双轴数控深孔枪钻的知识我们将继续为您整理带来,敬请期待








使用深孔钻注意事项:
1)工件端面与工件轴心线垂直,以保证端面密封可靠。
2)正式加工前在工件孔位上预钻一个浅孔,引钻时可起导向定心作用。
3)为保证刀具使用寿命,好采用自动走刀。
4)进液器、活动中心支承中的各导向元件如有磨损,应及时更换,以免影响钻孔精度。
深孔钻床,有别于传统的孔加工方式,她主要依靠特定的钻削技术(如BTA钻、喷吸钻等),对长径比大于10的深孔孔系和精密浅孔进行钻削加工的的机床统称为深孔钻床。其代表着先进、的孔加工技术,加工具有高精度、和高一致性。

深孔刀具的选择
深孔加工的刀具有多种,如钻、喷吸钻、套料钻、硬质合金可转位深孔钻、内排屑深孔钻和亚干式深孔加工系统等类型。
喷吸钻适用于经改装的车床、卧式加工中心,易加工工件材料;套料钻、内排屑深孔钻的钻孔直径不适合钻加工Ф6mm的小孔;硬质合金可转位深孔钻一般小钻削直径为Ф20mm;而亚干式深孔加工系统主要是利用压缩空气进行排屑和冷却,使用雾化切削液进行润滑,需的加工设备,不适合本厂的加工情况。而钻适用于加工Ф2~Ф20mm、长径比L/D>100、表面粗糙度Ra6.3~Ra0.4μm、精度H7~H10级的深孔。


王经理先生
手机:13853490804


